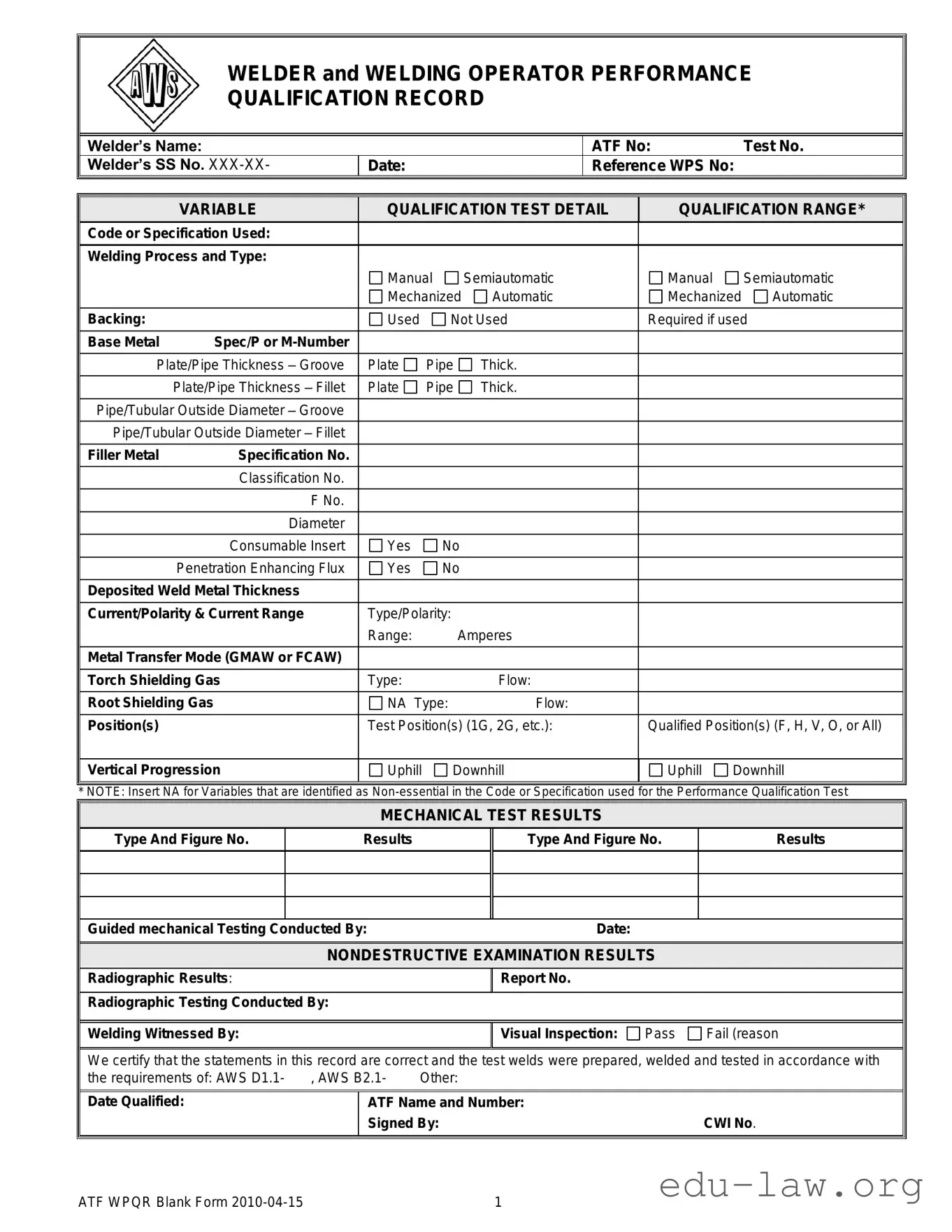
The Welder Performance Qualification Record (WPQR) form is a vital document that plays a significant role in the welding industry. It serves as an official record of a welder's qualifications, demonstrating their ability to perform specific welding tasks according to established standards. Each WPQR includes essential details such as the welder's name, identification numbers, and the reference Welding Procedure Specification (WPS) number. Additionally, it outlines the various welding processes employed, whether manual, semiautomatic, mechanized, or automatic. The form captures crucial variables, including base metal specifications, thickness, filler metal classifications, and the positions in which the welder is qualified to work. Furthermore, it documents the results of mechanical tests and non-destructive examinations, ensuring that the welds meet the required safety and quality standards. By providing a comprehensive overview of a welder's skills and the conditions under which they have been tested, the WPQR not only assures employers of a welder's capabilities but also enhances overall workplace safety and compliance with industry regulations.
WELDER and WELDING OPERATOR PERFORMANCE
QUALIFICATION RECORD
|
Welder’s Name: |
|
|
|
|
ATF No: |
|
Test No. |
||||||
|
Welder’s SS No. |
|
Date: |
|
|
Reference WPS No: |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
VARIABLE |
|
|
QUALIFICATION TEST DETAIL |
|
|
QUALIFICATION RANGE* |
|
|||||
|
Code or Specification Used: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Welding Process and Type: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Manual |
Semiautomatic |
|
|
Manual |
|
Semiautomatic |
|||
|
|
|
|
|
Mechanized |
Automatic |
|
|
Mechanized |
Automatic |
||||
|
|
|
|
|
|
|
|
|
|
|||||
|
Backing: |
|
|
|
Used |
Not Used |
|
|
Required if used |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Base Metal |
Spec/P or |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Plate/Pipe Thickness – Groove |
|
Plate |
Pipe |
Thick. |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Plate/Pipe Thickness – Fillet |
|
Plate |
Pipe |
Thick. |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Pipe/Tubular Outside Diameter – Groove |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Pipe/Tubular Outside Diameter – Fillet |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Filler Metal |
Specification No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Classification No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Diameter |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Consumable Insert |
|
Yes |
No |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Penetration Enhancing Flux |
|
Yes |
No |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Deposited Weld Metal Thickness |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Current/Polarity & Current Range |
|
Type/Polarity: |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Range: |
Amperes |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Metal Transfer Mode (GMAW or FCAW) |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Torch Shielding Gas |
|
Type: |
|
Flow: |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||||
|
Root Shielding Gas |
|
NA Type: |
Flow: |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
||||||
|
Position(s) |
|
|
|
Test Position(s) (1G, 2G, etc.): |
|
|
Qualified Position(s) (F, H, V, O, or All) |
||||||
|
|
|
|
|
|
|
|
|
||||||
|
Vertical Progression |
|
Uphill |
Downhill |
|
|
Uphill |
Downhill |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* NOTE: Insert NA for Variables that are identified as
|
|
|
|
MECHANICAL TEST RESULTS |
|
|
||
|
Type And Figure No. |
|
|
Results |
|
Type And Figure No. |
Results |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Guided mechanical Testing Conducted By: |
|
Date: |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
NONDESTRUCTIVE EXAMINATION RESULTS |
|
|
|||
|
Radiographic Results: |
|
|
|
Report No. |
|
|
|
|
|
|
|
|
|
|
||
|
Radiographic Testing Conducted By: |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Welding Witnessed By: |
|
|
|
Visual Inspection: Pass |
Fail (reason |
) |
|
|
|
|
|
|||||
|
We certify that the statements in this record are correct and the test welds were prepared, welded and tested in accordance with |
|||||||
|
the requirements of: AWS D1.1- |
, AWS B2.1- |
Other: |
|
|
|||
|
|
|
|
|
|
|||
|
Date Qualified: |
|
ATF Name and Number: |
|
|
|||
|
|
|
|
Signed By: |
CWI No. |
|
||
|
|
|
|
|
|
|
||
ATF WPQR Blank Form |
|
|
1 |
|
|
|||
| Fact Name | Details |
|---|---|
| Purpose | The Welder Performance Qualification Record form is used to document a welder's qualifications and capabilities in various welding processes. |
| Welder Identification | Each record includes essential information about the welder, such as their name, Social Security Number, and ATF number. |
| Test Information | The form captures details about the specific test conducted, including test number and reference WPS number. |
| Welding Processes | It specifies the type of welding process used, such as manual, semiautomatic, or automatic, and includes details on the backing used. |
| Qualification Range | The record outlines the qualification range for various variables, including base metal specifications and thicknesses. |
| Mechanical Testing | Results from mechanical tests are documented, including types of tests conducted and their outcomes. |
| Non-Destructive Examination | It includes results from non-destructive examinations, such as radiographic testing, to verify weld integrity. |
| Certification | The form requires certification by a Certified Welding Inspector (CWI) to validate the accuracy of the information provided. |
| State-Specific Forms | Some states may have specific laws governing the use of this form, such as regulations under AWS D1.1 or AWS B2.1. |
Completing the Welder Performance Qualification Record form requires careful attention to detail. Each section of the form must be filled out accurately to ensure that the welder's qualifications are properly documented. Follow the steps below to complete the form correctly.
What is a Welder Performance Qualification Record form?
The Welder Performance Qualification Record (WPQR) form is a document that certifies a welder's skills and qualifications. It captures essential details about the welder, the tests they have completed, and the results of those tests. This record serves as proof that the welder is capable of performing specific welding tasks according to industry standards.
Who needs to fill out the WPQR form?
The WPQR form must be completed by welders and welding operators who are seeking to demonstrate their qualifications. It is typically filled out after the welder has completed a performance qualification test, which assesses their ability to produce welds that meet specified standards.
What information is required on the WPQR form?
The WPQR form requires various details, including the welder's name, identification numbers, test number, reference Welding Procedure Specification (WPS) number, and the type of welding process used. Additionally, it includes specifics about the materials, thicknesses, and positions tested, as well as results from mechanical tests and non-destructive examinations.
What types of welding processes can be documented?
The WPQR form accommodates multiple welding processes, including manual, semiautomatic, mechanized, and automatic welding. It allows for a comprehensive understanding of the welder's capabilities across different techniques and applications.
What are the significance of the mechanical test results?
Mechanical test results are crucial as they provide evidence of the welder's ability to produce welds that can withstand various stresses and conditions. These results are obtained through guided mechanical testing and are essential for validating the welder's qualifications.
How is non-destructive examination conducted?
Non-destructive examination (NDE) involves testing the welds without damaging them to assess their integrity. This may include methods such as radiographic testing and visual inspections. The results of these examinations are documented on the WPQR form to ensure compliance with safety and quality standards.
What does it mean if a weld passes or fails visual inspection?
A pass in visual inspection indicates that the weld meets the specified criteria for quality and appearance, while a fail suggests that there are deficiencies that could compromise the weld's performance. The reasons for failure must be documented to guide corrective actions.
Who certifies the information on the WPQR form?
The information on the WPQR form is certified by a qualified individual, often a Certified Welding Inspector (CWI). Their signature confirms that the tests were conducted according to the relevant standards and that the information provided is accurate.
How long is the WPQR valid?
The validity of the WPQR may vary based on the specific codes or standards being followed. Generally, it remains valid as long as the welder continues to practice their skills and remains compliant with the relevant standards. Regular re-evaluation may be required to maintain qualification.
Incomplete Information: Failing to fill out all required fields can lead to delays or disqualification. Ensure every section is complete, especially the welder’s name, test number, and date.
Incorrect WPS Reference: Using the wrong Welding Procedure Specification (WPS) number can invalidate the qualification. Double-check that the WPS number matches the test being performed.
Missing Test Results: Not including the results from mechanical tests or non-destructive examinations can cause issues. Always document the results clearly and accurately.
Improper Signatures: Ensure that all required signatures are present. Missing signatures from the Certified Welding Inspector (CWI) or other officials can lead to complications.
Incorrect Specification Codes: Using the wrong code or specification can result in non-compliance. Verify that the code used aligns with the requirements of the project.
Neglecting to Document Variables: Not indicating whether variables like backing or filler metal were used can lead to misunderstandings. Clearly mark these details as required.
Failing to Review Before Submission: Skipping a final review can lead to unnoticed errors. Always take the time to review the form for accuracy before submission.
The Welder Performance Qualification Record form is an essential document that verifies a welder's skills and qualifications. However, several other forms and documents complement this record, providing a comprehensive view of a welder's capabilities and compliance with industry standards. Below is a list of five key documents often used alongside the Welder Performance Qualification Record.
Each of these documents plays a vital role in ensuring that welding practices meet the necessary standards for safety and quality. By maintaining accurate records and certifications, both welders and employers can uphold industry integrity and foster trust with clients and regulatory agencies.
The Welder Performance Qualification Record (WPQR) is similar to the Welding Procedure Specification (WPS) document. Both forms are essential in the welding industry, serving as a foundation for ensuring quality and compliance. The WPS outlines the procedures and parameters for welding, such as the type of materials used, welding processes, and specific techniques. While the WPQR focuses on the qualifications of individual welders, the WPS provides the guidelines that those welders must follow to produce acceptable welds. Together, they ensure that both the process and the personnel meet industry standards.
Another document closely related to the WPQR is the Qualification Test Report (QTR). The QTR provides detailed results from the qualification tests conducted on welders. This includes information about the tests performed, the materials used, and the results obtained. While the WPQR serves as a record of a welder’s qualifications, the QTR offers a more in-depth look at the actual performance during testing. Both documents are vital for maintaining the integrity of welding operations and ensuring that welders are capable of performing to required standards.
The Welder’s Certification Card is also similar to the WPQR. This card serves as proof that a welder has successfully completed the necessary tests and is qualified to perform welding tasks. It typically includes the welder's name, certification number, and the types of welding they are certified for. While the WPQR details the qualifications and testing process, the certification card provides a quick reference for employers and clients to verify a welder's credentials. Together, they reinforce the welder's qualifications in the field.
Another related document is the Welding Inspection Report. This report is generated after a welding inspection is conducted and includes findings from visual inspections, non-destructive testing, and any other evaluations performed. The Welding Inspection Report assesses the quality of welds against the specifications outlined in the WPS. While the WPQR focuses on the qualifications of the welder, the inspection report evaluates the quality of their work, ensuring that all welding meets the required standards.
The Certificate of Compliance (CoC) is another document that bears similarity to the WPQR. A CoC verifies that a product or service meets specified standards and regulations. In the context of welding, it often accompanies welded components and confirms that they were produced in accordance with relevant codes and specifications. While the WPQR certifies the qualifications of the welder, the CoC provides assurance that the final product adheres to quality and safety standards.
The Welding Procedure Qualification Record (WPQR) is also akin to the Procedure Qualification Record (PQR). The PQR documents the results of tests performed to validate a specific welding procedure. This record includes details about the materials, welding processes, and mechanical properties of the welds produced. While the WPQR focuses on individual welder qualifications, the PQR emphasizes the testing of the welding procedure itself, ensuring that it is capable of producing sound welds under defined conditions.
The Non-Destructive Testing (NDT) Report is another document that shares similarities with the WPQR. This report details the results of various non-destructive tests conducted on welds to assess their integrity without causing damage. It may include results from radiographic, ultrasonic, or magnetic particle testing. While the WPQR certifies the qualifications of the welder, the NDT report evaluates the quality of the welds they produce, ensuring compliance with industry standards.
Lastly, the Welding Quality Control Plan (WQCP) is comparable to the WPQR. The WQCP outlines the procedures and measures in place to ensure quality control throughout the welding process. It includes details about inspection protocols, testing methods, and responsibilities of personnel involved in the welding operation. While the WPQR focuses on the qualifications of individual welders, the WQCP provides a comprehensive framework for maintaining quality and consistency across all welding activities.
When filling out the Welder Performance Qualification Record form, attention to detail is crucial. Here are six important dos and don’ts to ensure accuracy and compliance.
Completing this form correctly can significantly impact the qualification process. Take the time to review all entries for accuracy and completeness.
Understanding the Welder Performance Qualification Record (WPQR) form is crucial for welders and employers alike. However, several misconceptions often arise regarding its purpose and use. Here are ten common misconceptions about the WPQR form, along with clarifications:
By addressing these misconceptions, individuals can better understand the importance and proper use of the Welder Performance Qualification Record form, ultimately enhancing the quality and safety of welding practices.
Filling out the Welder Performance Qualification Record form is an important step in documenting a welder's skills and qualifications. Here are some key takeaways to keep in mind:
By following these guidelines, you can effectively complete the Welder Performance Qualification Record form, which is essential for validating a welder's skills and ensuring quality in welding practices.